How to weld overlay or cladding?
Weld overlay or cladding is a good choice to increase the service life of steel pipeline goods.The weld overlay techniques usually include electrode arc welding,oxygen-acetylene flame welding,submerged arc welding,melting electrode gas shielded arc welding,tungsten arc welding,plasma arc welding,and electro-slag welding.The choice of surfacing method is generally determined according to the site construction conditions and technical requirements.Specific uses and characteristics of the surfacing way are shown in the table.
ELECTRODE WELDING
Features:
- Cheap and lightweight equipment,suitable for on-site surfacing
- High flexibility, especially suitable for overlay welding of irregularly shaped workpieces
- High productivity and low workpiece deformation
- The significant penetration depth and high dilution rate reduce the hardness and wear resistance of the surfacing layer.Usually, 2 to 3 layers are welded,but multi-layer surfacing is natural to cause cracking.
Usage:
Mainly used to produce small batches of surfacings and repair worn parts.
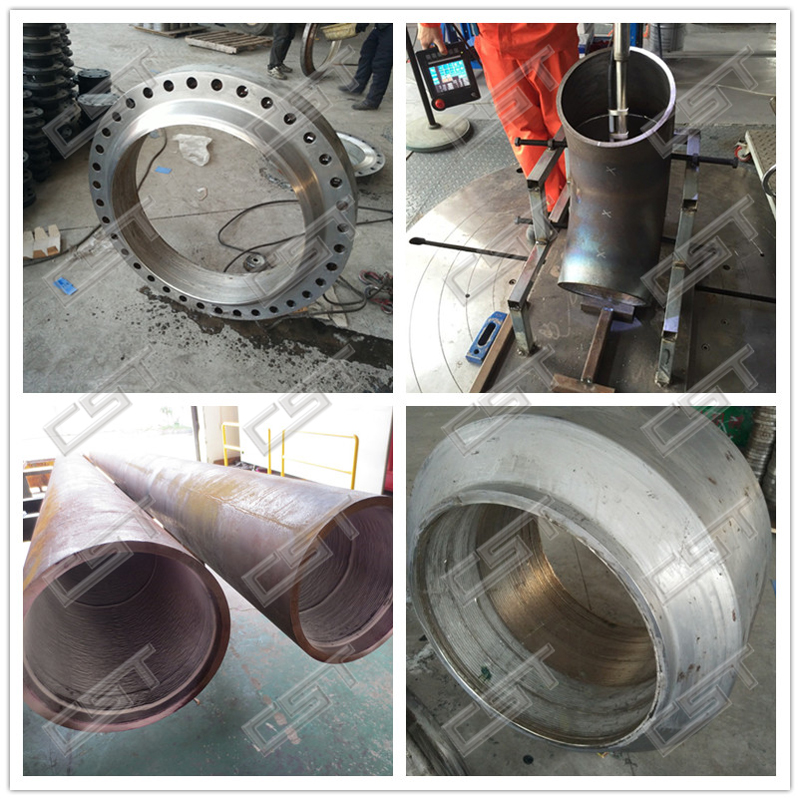
Weld Cladding Piping Products
OXYGEN-ACETYLENE FLAME WELDING
Features:
- Due to manual operation,high labor intensity and low welding speed
- When high-quality overlays are required,the operation skills of the welder are top
- If a particular oxygen-acetylene flame spray gun is used to spray alloy powder,small penetration depth and a thin overlay layer can also be obtained
Usage:
It is mainly used for surfacing welding of parts with smooth surface,high quality,and precision parts,as well as small-area surfacing welding on small and medium-sized workpieces.
SUBMERGED ARC WELDING
Features:
- The welding process is highly mechanized,usually using large currents (300 ~ 500A),sometimes up to 900A,so the welding speed is significant,and the productivity is high.
- The performance of the surfacing layer is stable, the formation is beautiful,and defects such as pores and slag inclusions rarely occur
- The flux completely covers the arc,there is no arc radiation,no spatter,the operator does not need special protection,and the workload is reduced
- The equipment is not convenient to move;the drying and storage of the flux are complicated,which is not conducive to the on-site surfacing
- The dilution rate is high,and it is often necessary to stack 2 to 3 layers to ensure the required performance.Due to the large thermal gradient of the workpiece during crack welding,it is easy to crack,so measures such as preheating and slow cooling are often required.But when the preheating temperature is too high,it will cause difficulty in de-slagging
- Large molten pool, only suitable for surfacing welding in a horizontal position
Usage:
It is the most widely used one of various overlay welding methods. It is widely used in the machinery manufacturing industry,especially in the manufacture of petroleum and chemical equipment.It is suitable for welding on larger surfaces, such as flat,cylindrical and large-diameter vessels. It is not suitable for surfacing small workpieces.Mainly for surfacing iron-based materials, such as surfacing corrosion-resistant layers on the inner walls of large-diameter vessels overlay welding of wear-resistant layers on rolling mill rolls,etc.

Weld Cladding Process
TUNGSTEN ARC WELDING
Features:
- DC positive connection can reduce the contamination of the surfacing layer by the tungsten electrode
- Stable arc,less spatter and excellent visibility during welding
- The feed of the surfacing welding material and the arc are adjusted separately,so the shape of the surfacing layer is easy to control,and the quality is good, but the deposition speed is not high
Usage:
It is suitable for surfacing welding of small size,high quality requirements and complex shapes.Such as overlaying very thin cobalt-based surfacing alloys on steam turbine blades, etc.
PLASMA WELDING
Features:
- Due to the high plasma arc temperature, the surfacing speed is fast.The workpiece does not need to be preheated and insulated before and after surfacing,and no defects such as cracks and porosity
- Plasma arc surfacing also has the characteristics of shallow and wide penetration,thereby reducing the dilution rate of the surfacing metal by the parent metal.Which not only stabilizes the hardness of the surfacing layer metal and has a uniform structure,but also allows the selection of thinner surfacing layers.To save precious metals
- The bead formation of plasma arc surfacing is very smooth and tidy,which can reduce defects and the amount of processing after surfacing
Usage:
Plasma flames can be used to overlay alloy materials that cannot be surmounted by other processes.In addition to brass,it can be used to overlay many alloys and non-ferrous metals.Such as cobalt-based cemented carbide,stainless steel,copper,aluminum iron and manganese bronze,etc.
ELECTROSLAG WELDING
Features:
- The workpieces deposited by electro-slag surfacing have even penetration depth,low dilution rate,high deposition speed,and less flux consumption.The thickness of the surfacing layer ranges from 15 to 90 mm.
- In addition to the electrode,alloy powder can be added to the slag bath or used as the coating of the wire to infiltrate the alloy.
- The composition change near the fusion line is too steep,and the overlay layer is easy to peel off at high temperatures.
Usage:
Commonly used for surfacing stainless steel and nichrome.
We could provide the clients weld overlay or cladding pipeline goods.If you have any demand,contact us freely.E-mail: sales@chinapipings.com