Tube Sheet Sealing Surface Hardfacing: Complete Welding Procedure, Inspection Standards, and Corrosion-Resistant Cladding Guide
Tube sheet sealing surface hardfacing is a critical manufacturing and repair process widely used in heat exchangers, pressure vessels, condensers, petrochemical equipment, and power plant systems. In demanding operating environments involving high pressure, corrosive media, and thermal cycling, tube sheet sealing surface hardfacing can significantly improve corrosion resistance, sealing reliability, and service life.
At FNS Pipeline Technology Co., Ltd., we provide advanced tube sheet sealing surface hardfacing solutions using stainless steel and nickel-based alloy cladding technologies, including 316L overlay welding, Inconel 625 hardfacing, and automated plasma cladding systems. Our engineering team follows strict welding procedure specifications (WPS), non-destructive testing standards, and precision machining processes to ensure reliable sealing performance for critical industrial equipment.
Why Tube Sheet Sealing Surface Hardfacing Is Important
Tube sheets are key pressure-retaining components in shell-and-tube heat exchangers. The sealing surface is continuously exposed to:
- Corrosive fluids
- Chloride-containing media
- High-temperature steam
- Thermal fatigue
- Pressure fluctuation
- Crevice corrosion and pitting
Without proper protection, the sealing area may develop:
- Surface cracks
- Corrosion pits
- Leakage problems
- Weld dilution defects
- Premature equipment failure
This is why tube sheet sealing surface hardfacing has become an essential process in refinery, chemical, offshore, LNG, and power generation industries.
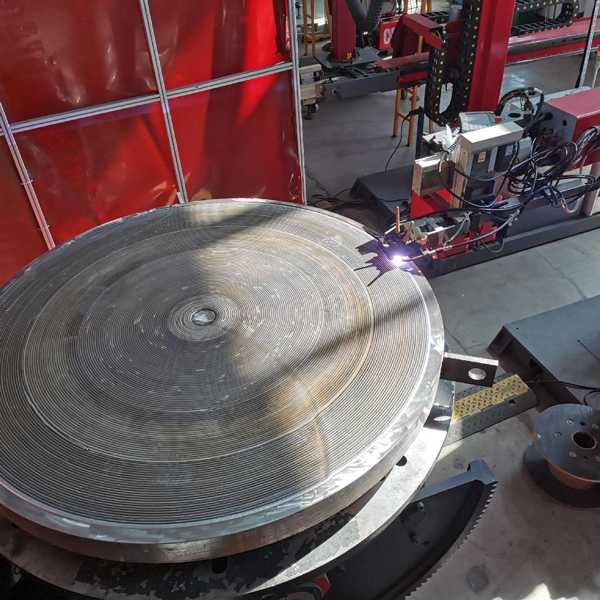
Tube sheet sealing surface hardfacing with Inconel 625 overlay
Common Materials Used for Tube Sheet Hardfacing
The selection of cladding material depends on operating temperature, pressure, and media composition.
Stainless Steel Overlay Materials
- 304L
- 316L
- ER316L
- E316L-16
- ER309MoL transition layer
These materials provide excellent corrosion resistance and are commonly used in petrochemical heat exchangers.
Nickel-Based Alloy Cladding Materials
- Inconel 625
- Inconel 825
- Nickel alloy powder systems
Nickel-based alloys are preferred for:
- Acidic environments
- Chloride corrosion
- High-temperature service
- H2S and offshore applications
Complete Tube Sheet Sealing Surface Hardfacing Procedure
1. Welding Procedure Qualification and Drawing Review
Before welding begins, FNS engineers carefully verify:
- Cladding alloy specification
- Overlay thickness requirements
- Machining allowance
- Pressure vessel standards
- Welding procedure qualification (PQR)
A detailed WPS for tube sheet sealing surface hardfacing is then prepared according to project requirements.
2. Tube Sheet Surface Preparation
Proper surface preparation is critical for metallurgical bonding quality.
Preparation Steps
- Remove oil, paint, moisture, and oxidation
- Grind sealing surface to metallic brightness
- Eliminate rust, cracks, and lamination defects
- Prepare flat and stable welding platform
Surface cleanliness directly affects:
- Fusion quality
- Dilution rate
- Porosity control
- Crack resistance
3. Preheating Before Hardfacing
For carbon steel or low-alloy steel tube sheets:
- Typical preheat temperature: 80–150°C
- Thick sections may require higher preheat
- Helps reduce cold cracking risk
Controlled preheating improves welding stability and residual stress distribution.
4. Transition Layer Hardfacing
For carbon steel substrates with stainless steel overlay, a transition layer is necessary.
Common Transition Materials
- ER309MoL
- E309MoL-16
Welding Characteristics
- Low heat input
- Narrow bead welding
- Controlled dilution
- 1/3 to 1/2 weld overlap
Typical transition layer thickness:
- ≥2 mm
This stage is extremely important in tube sheet sealing surface hardfacing because it prevents metallurgical incompatibility between the base material and corrosion-resistant layer.
5. Corrosion-Resistant Overlay Welding
After the transition layer is completed, the corrosion-resistant layer is applied.
Common Overlay Materials
- 316L stainless steel
- Inconel 625
- Nickel alloy systems
Recommended Welding Practice
- Symmetrical welding sequence
- Inside-to-outside or outside-to-inside welding
- Low heat input
- Multi-pass overlay process
Typical total overlay thickness:
- ≥5 mm including transition layer
Additional machining allowance:
- 2–3 mm
At FNS Pipeline Technology Co., Ltd., automated overlay systems are used to improve:
- Weld consistency
- Surface smoothness
- Production efficiency
- Dimensional accuracy
Key Welding Control Points During Hardfacing
Interpass Temperature Control
- Stainless steel overlay: ≤150°C
- Nickel alloy overlay: ≤100°C
Layer Inspection
After each layer:
- Slag removal
- Visual inspection
- Grinding of defects
- Immediate repair of porosity or inclusions
Arc Control
Arc striking outside the sealing surface is strictly prohibited to avoid stress concentration and corrosion points.
Post-Weld Heat Treatment (PWHT)
Some low-alloy chromium-molybdenum steel tube sheets may require stress-relief heat treatment.
However:
- Stainless steel overlays generally avoid high-temperature tempering
- Nickel alloy overlays also avoid excessive heat treatment
This helps preserve corrosion resistance and metallurgical stability.
Non-Destructive Testing for Tube Sheet Hardfacing
After cooling to ambient temperature, comprehensive inspection is performed.
PT Testing (Mandatory)
Penetrant testing is used to detect:
- Surface cracks
- Porosity
- Lack of fusion
UT Testing (If Required)
Ultrasonic testing identifies:
- Interlayer defects
- Internal discontinuities
- Incomplete fusion
Inspection standards commonly follow:
- GB/T 151
- NB/T 47013
- ASME standards upon request
Final Machining of the Sealing Surface
Precision machining is essential after welding.
Machining Operations
- Turning
- Grinding
- Surface finishing
Typical Surface Requirements
- Ra ≤ 3.2 μm
- High flatness accuracy
- Proper groove geometry
After machining, a second PT inspection confirms no new surface defects were introduced.
Advantages of FNS Tube Sheet Hardfacing Solutions
Longer Equipment Service Life
The corrosion-resistant overlay greatly extends operating life in aggressive environments.
Excellent Metallurgical Bonding
Our welding process ensures strong fusion between the overlay and base metal.
Reduced Maintenance Cost
Hardfacing minimizes leakage, downtime, and replacement frequency.
Stable Welding Quality
Automated cladding equipment improves consistency and repeatability.
Custom Alloy Selection
FNS provides customized overlay materials according to customer operating conditions.
FNS Project Case: Inconel 625 Tube Sheet Hardfacing for Petrochemical Heat Exchanger
FNS Pipeline Technology Co., Ltd. recently completed a tube sheet sealing surface hardfacing project for a petrochemical customer.
Project Details
- Base material: Carbon steel tube sheet
- Overlay material: Inconel 625
- Overlay thickness: 6 mm
- Application: Chloride-containing chemical medium
- Welding process: Automated plasma overlay welding
Results
- Excellent corrosion resistance
- Smooth sealing surface finish
- PT and UT passed successfully
- Reduced future maintenance risk
The customer reported significantly improved operational reliability after installation.
Internal Links
Learn more about related technologies:
- plasma cladding technology
- industrial wear resistant coating solutions
- laser cladding for mining tools
- TBM cutter tools cladding
FAQ About Tube Sheet Sealing Surface Hardfacing
What is tube sheet sealing surface hardfacing?
It is a welding overlay process used to apply corrosion-resistant alloys onto tube sheet sealing areas to improve durability and sealing performance.
Why is a transition layer necessary?
The transition layer reduces dilution and prevents cracking between carbon steel substrates and stainless steel overlays.
Which alloy is better: 316L or Inconel 625?
316L is suitable for general corrosion environments, while Inconel 625 performs better in highly corrosive and high-temperature applications.
What inspection methods are used after hardfacing?
PT testing is mandatory, while UT testing is used for detecting internal defects when required.
What is the typical overlay thickness?
Most tube sheet sealing surface hardfacing projects require total overlay thicknesses of 5 mm or more.
Can automated welding improve quality?
Yes. Automated plasma or GTAW overlay systems provide more consistent weld quality and lower defect rates.
What industries use tube sheet hardfacing?
- Petrochemical
- Refinery
- LNG
- Power generation
- Offshore engineering
- Pressure vessel manufacturing
